HB型の使用方法について
使用上で最も注意すること
まず、安全確認をお願いします。被測定モータとトルク測定部が正しくセットされ、カップリングの取付けネジがゆるんでいないかを確認後、モータを回してください。カップリングが不完全な場合、特に金属カップリングでセットビスがゆるんでいると、測定中にカップリングが回転円周方向に飛ぶことがあり、大変に危険です。
回転部の露出について
カップリング部を覆う安全カバー(オプション)をぜひご使用ください。
ユーザでの校正について
トルクメータ測定部には、校正治具が付属されています。
お客様で、トルク値に関するゼロ調整および定格の調整、確認が可能です。また、各成績書を必要とする場合は、測定器を引き取らせていただきます。
HB測定部におけるトルク値の校正方法について
校正は静的校正となります。物理学のモーメントの原理に従い、トルク測定部のシャフトに取り付けた校正バーとそれに吊るす分銅によって校正を行います。付属の分銅を校正バー端の切り溝に吊るすと定格トルクを示すようになっているので、定格値を示すようボリュームで調整します。
分銅を使用する校正頻度について
分銅による校正値はあまり変動するものではないので測定のたびに行う必要はありません。お客様のご使用状況に合わせ1週間ごと、1ヶ月ごとなど定期的に校正されることをお奨めいたします。
残留磁気の脱磁方法について
ブレーキを励磁して、シャフトをモータなどで100r/min以上で回転させながら、ゆっくりと励磁をゼロまで下げると消去されます。 簡単にある程度残留磁気を消去するには、シャフトに校正バーを取り付けて回転させながら励磁をゆっくりとゼロ迄下げてください。
速度対トルク特性試験における測定条件の設定方法について
スガワラのスピード・トルク測定装置は、動作点移動方式を採用しています。これは、測定ポイントとしてモータの動作点(負荷と速度が釣り合う点)を設定する方法です。お客様はコントローラのソフト上の設定画面で、モータにかける負荷を、たとえば「0N・mから10N・mまで0.5N・m刻みの条件で測定する(=0,0.5,1,1.5,…,10.0N・m)」というように入力するだけで測定条件を設定することができます(トルク制御)。あるいは、指定の回転速度になるように、負荷トルクを制御することも可能です(速度制御)。測定したトルク値を制御にフィードバックするクローズドループ式ですので、スイープ式測定器にあるPID制御における、手数がかかり経験を要するP(比例制御)、I(積分制御)、D(微分制御)の各パラメータ値を、お客様が設定する必要がありません。
定負荷をかけた寿命試験について
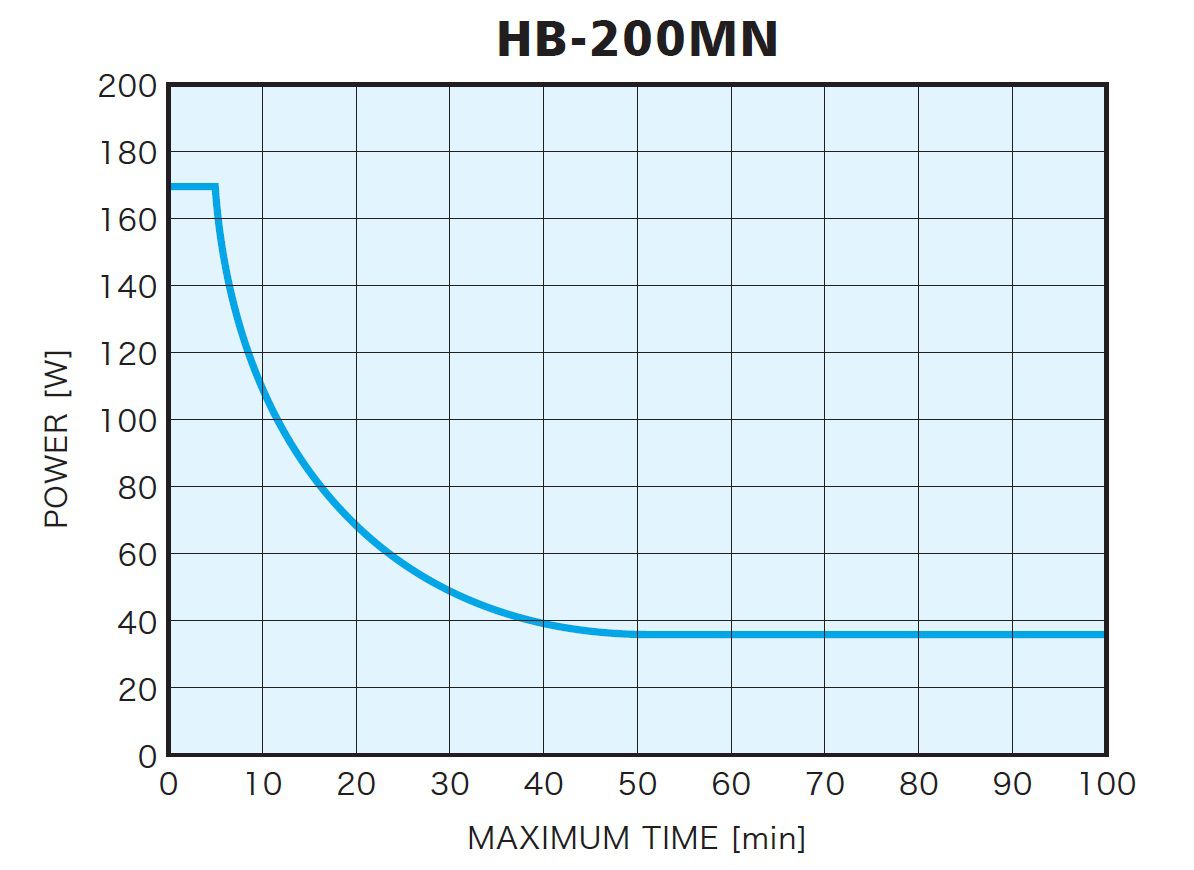
制御部のマニュアルモードで負荷を設定し、試験を行うことができます。ただし、モータの出力がHB測定部の入力吸収の限界を超えて使用しないようご注意ください。故障の原因になります。各測定部の入力吸収特性表は、取扱説明書をご参照願います。
三相モータのインバータの入力側と出力側の電力、電圧、電流の測定と、三相モータのトルクと回転数の関係の測定について
モータアナライザ PC-SAA2・PC-SAA3のソフト PC-EMA1-W2S・PC-EMA1-W3Sと、横河電機製ディジタルパワーメータ WT1600・WT1800を組み合わせることで可能です。最大6エレメントまで装着できるので、例えば三相入力インバータの入力側の3電圧、3電流、3電力、モータへの出力側の3電圧、3電流、3電力及び入出力の効率を測定でき、三相モータのトルクと回転数の関係を測定することができます。
制御部1台で複数の測定部を使用する方法
オプションの測定部切替えボックス「EMA-CB」をご使用いただければ、トルク測定部4台を接続し、各測定部を選択してご使用いただけます。
EXCELでのデータ処理について
CSVファイルで保存されますので、EXCELにてご使用いただけます。